
En delmetod för att undersöka kvaliteten på smidda delar
Smidekvalitetskontroll av delar är uppdelad i kvalitetskontroll av utseende och intern kvalitetskontroll. Generellt sett hör kvalitetskontroll av utseende till oförstörande testning, som vanligtvis utförs med blotta ögat eller låg förstoring. Vid behov kan även oförstörande testning användas. För inspektion av intern kvalitet, på grund av kraven på dess inspektionsinnehåll, måste några av dem anta destruktiva tester, som vanligtvis kallas anatomiska tester, såsom lågeffekttest, frakturtest, högeffektstrukturtest, kemisk sammansättningsanalys och mekanisk egenskapstest. Vissa kan också använda oförstörande testmetoder. För att utvärdera smideskvaliteten mer korrekt bör destruktiv provning och oförstörande provning kombineras. För att analysera kvaliteten på smide från en djup nivå bör vi också använda transmissions- eller svepelektronmikroskop, elektronsond och andra hjälpmekanismer.
Inspektionsmetoderna för inre kvalitet av smidda delar kan generellt sammanfattas som: makroskopisk strukturinspektionsmetod, mikroskopisk strukturinspektionsmetod, mekanisk egenskapsinspektionsmetod, kemisk sammansättningsanalysmetod och oförstörande testmetod.
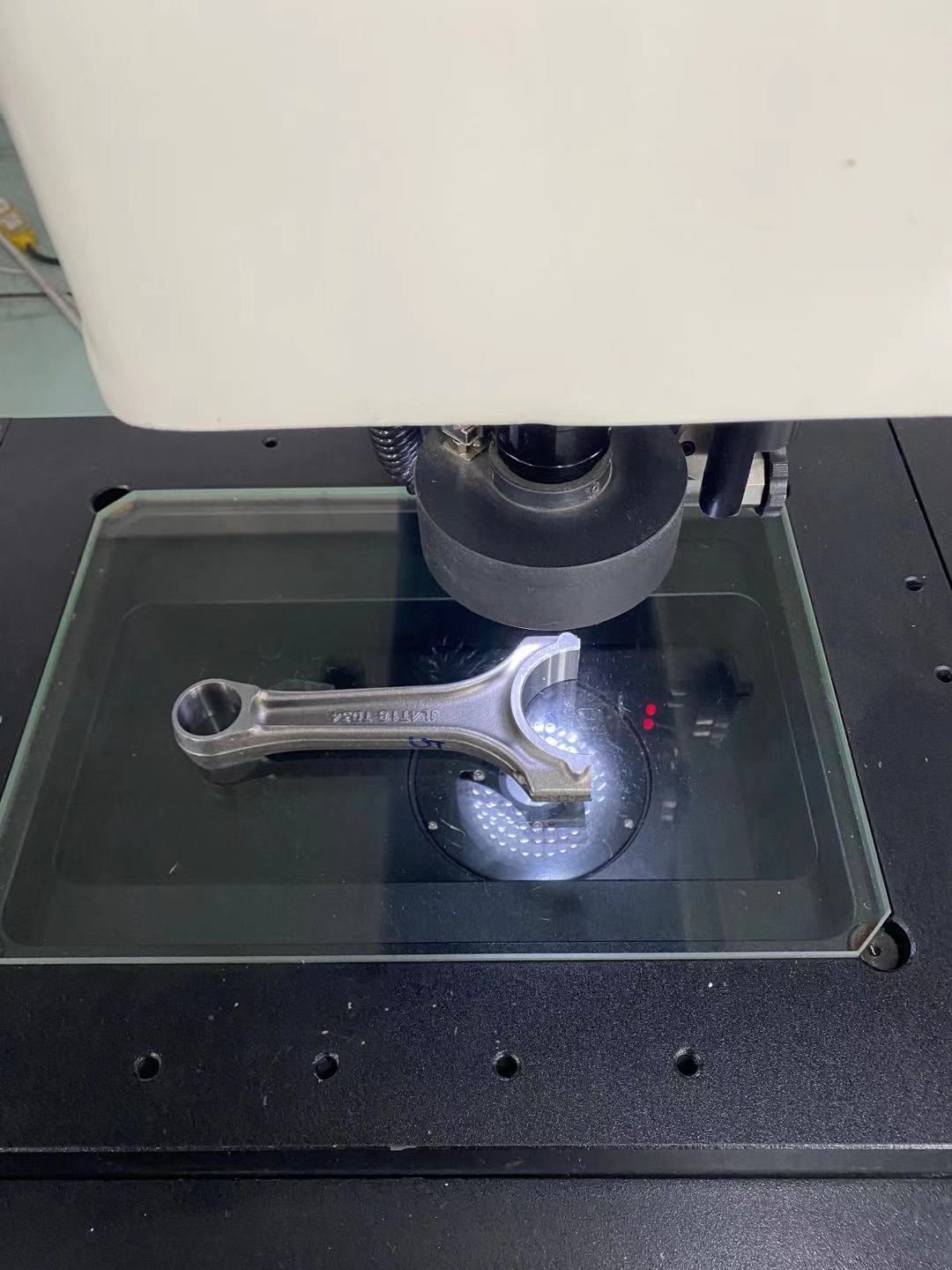
Makroskopisk vävnadsundersökning är att observera och analysera de makroskopiska vävnadsegenskaperna hos smide genom visuell inspektion eller ett lågeffekts förstoringsglas (vanligtvis en multipel av 30) × (nedan). För den makroskopiska strukturinspektionen av smide är de vanligaste metoderna lågkorrosionsmetoden (inklusive varmkorrosionsmetod, kallkorrosionsmetod och elektrolytisk korrosionsmetod), brotttestmetod och svaveltrycksmetod.
Korrosionsmetoden med låg effekt används för att kontrollera sprickor, veck, krymphål, porsegregering, vita fläckar, porer, icke-metalliska inneslutningar, segregationagglomerering, flödesledningsfördelning, kornstorlek och fördelning av konstruktionsstål, rostfritt stål, superlegering, aluminium och aluminiumlegeringar, magnesium- och magnesiumlegeringar, kopparlegerade smidesdelar, titanlegering och andra material. Men för olika material är etsningsmedel och etsningsspecifikationer olika när makroskopiska strukturer visas.
Spricktestmetoden används för att kontrollera vita fläckar, delaminering, inre sprickor och andra defekter i konstruktionsstål och rostfria stål (förutom austenit), grafitkol i fjäderstålsmider och överhettning och överdriven förbränning av dessa typer av stål. För aluminium, magnesium, koppar och andra legeringar, används för att kontrollera om kornet är fint och enhetligt, om det finns oxidfilm, oxidinneslutning och andra defekter.
Svaveltrycksmetoden används främst i vissa stora konstruktionsstålsmider för att kontrollera om svavelfördelningen är enhetlig och svavelhalten.
Förutom att smidesexemplar av konstruktionsstål och rostfritt stål som används för lågeffekttest inte utsätts för slutlig värmebehandling, andra materialsmider utsätts i allmänhet för lågeffekttest efter slutlig värmebehandling.
Inspektionsmetoderna för inre kvalitet av smidda delar kan generellt sammanfattas som: makroskopisk strukturinspektionsmetod, mikroskopisk strukturinspektionsmetod, mekanisk egenskapsinspektionsmetod, kemisk sammansättningsanalysmetod och oförstörande testmetod.
Makroskopisk vävnadsundersökning är att observera och analysera de makroskopiska vävnadsegenskaperna hos smide genom visuell inspektion eller ett lågeffekts förstoringsglas (vanligtvis en multipel av 30) × (nedan). För den makroskopiska strukturinspektionen av smide är de vanligaste metoderna lågkorrosionsmetoden (inklusive varmkorrosionsmetod, kallkorrosionsmetod och elektrolytisk korrosionsmetod), brotttestmetod och svaveltrycksmetod.
Korrosionsmetoden med låg effekt används för att kontrollera sprickor, veck, krymphål, porsegregering, vita fläckar, porer, icke-metalliska inneslutningar, segregationagglomerering, flödesledningsfördelning, kornstorlek och fördelning av konstruktionsstål, rostfritt stål, superlegering, aluminium och aluminiumlegeringar, magnesium- och magnesiumlegeringar, kopparlegerade smidesdelar, titanlegering och andra material. Men för olika material är etsningsmedel och etsningsspecifikationer olika när makroskopiska strukturer visas.
Spricktestmetoden används för att kontrollera vita fläckar, delaminering, inre sprickor och andra defekter i konstruktionsstål och rostfria stål (förutom austenit), grafitkol i fjäderstålsmider och överhettning och överdriven förbränning av dessa typer av stål. För aluminium, magnesium, koppar och andra legeringar, används för att kontrollera om kornet är fint och enhetligt, om det finns oxidfilm, oxidinneslutning och andra defekter.
Svaveltrycksmetoden används främst i vissa stora konstruktionsstålsmider för att kontrollera om svavelfördelningen är enhetlig och svavelhalten.
Förutom att smidesexemplar av konstruktionsstål och rostfritt stål som används för lågeffekttest inte utsätts för slutlig värmebehandling, andra materialsmider utsätts i allmänhet för lågeffekttest efter slutlig värmebehandling.
Skicka förfrågan



X
Vi använder cookies för att ge dig en bättre webbupplevelse, analysera webbplatstrafik och anpassa innehåll. Genom att använda denna sida godkänner du vår användning av cookies.
Sekretesspolicy